Услуги гибки

3D гибка проволока на станках с ЧПУ
Наша компания принимает заявки на 3D гибку проволоки на станках с ЧПУ. Выполняем заказы любой сложности, четко соблюдаем оговоренные сроки, даем гарантии на качество продукции, организуем доставку готовых изделий на объект заказчика. Варианты доставки — машинами нашего автопарка, компаниями-грузоперевозчиками или самовывозом. Чтобы сделать заявку или уточнить условия оплаты, обратитесь к нашему консультанту.Гибка проволоки 3D на заказ
Мы более 10 лет работаем с проволокой из оцинкованной и нержавеющей стали, меди, алюминия и их сплавов. Для изготовления объемных изделий и пространственных конструкций используем многоголовочный станок с программным управлением, что позволяет автоматизировать постобработку изделий из проволоки.
Заключая договор на 3D гибку проволоки с нашей компанией, вы получаете целый ряд преимуществ:
- Изготовим элементы любой конфигурации. Благодаря большому опыту работы в сфере металлообработки мы готовы предложить большой ассортимент изделий и широкую вариативность по каждой позиции.
- Работаем с любыми материалами. Работаем с материалом заказчика или используем проволочный прокат собственного производства. Всегда в наличии все типоразмеры стальной, оцинкованной, нержавеющей, медной, алюминиевой проволоки.
- Гарантируем высокую точность размеров. Наши цеха оснащены автоматизированными производственными линиями, что позволяет нам обеспечивать наших клиентов продукцией высокого качества.
- Выполняем заказы любого объема. Принимаем заказы как на изготовление единичных экземпляров, так и на серийное производство продукции из проволочного проката.
Как мы работаем
- Дорабатываем ваш чертеж или разрабатываем новый. Вам не нужно искать инженеров, конструкторов и проектировщиков — пришлите нам фото, наброски или эскизы с информативным описанием задачи и наши специалисты подготовят чертежи металлоизделий.
- Подбираем материал. Поможем подобрать проволоку из сплава с определенными характеристиками, нужного диаметра и формы сечения, которая лучше всего подходит для реализации проекта.
- Изготовление изделий. После согласования технических вопросов приступаем к гибке деталей и сборке изделий. Если проектом предусмотрено, выполняем дополнительную обработку деталей и заготовок — токарную и фрезерную обработку, сварочные работы, прессование, нарезку резьбы, нанесение защитно-декоративных покрытий.
- Доставка готовой продукции. Упаковываем готовые изделия в транспортную тару, наносим маркировку, грузим в автотранспорт, транспортируем груз на объект заказчика.
Как оформить заказ на гибку 3Д проволоку
Чтобы заказать трехмерную гибку проволоки или уточнить цену услуги и сроки выполнения заказа, воспользуйтесь одним из следующих способов:
- позвоните по телефону, указанному на сайте;
- оформите заказ на сайте.
Чертежи с подробным описанием задачи отправляйте нам на электронную почту. Наш специалист свяжется с вами в самое ближайшее время, уточнит необходимые детали заказа, проконсультирует по выбору материала, рассчитает стоимость проекта, сориентирует по срокам, подробно ответит на все возникшие вопросы.


Вальцовка алюминия - желоба, конусы, обечайки, нестандартные изделия
Вальцовка алюминия – это один из наиболее востребованных видов услуг, которые предоставляет своим клиентам Группа Компаний МеталлЭнергоХолдинг:
· Используется метод холодной прокатки листовой заготовки на специальных гибочных станах.
· Обработка алюминиевого листа осуществляется на современном высокотехнологичном оборудовании.
· Обеспечивается максимальная точность деталей после изменения формы исходной заготовки.
· В ходе выполнения технологических операций по вальцовке строго соблюдаются требования и регламенты, определенные в ГОСТ 18970.
Общие сведения о материале и металлоизделии
· Алюминий – легкий, прочный и практичный материал, обладающий рядом важных отличительных особенностей:
· Алюминиевый профиль, изготовленный методом вальцовки листового металла, широко применяется в различных отраслях народного хозяйства, в том числе – в его высокотехнологичных сферах:
- строительство;
- машиностроение;
- ТЭК;
- производство широкого спектра товаров народного потребления.
· Процедура гибки алюминия осуществляется достаточно легко и просто, что обеспечивается высокой пластичностью металла и его низкой температурой плавления.
Особенности технологии вальцовки алюминия листового в ГК МеталлЭнергоХолдинг
Вальцовка листового металла используется в тех случаях, когда другими способами осуществить металлообработку невозможно. Данная процедура обеспечивает:
- получение заготовки высокого качества;
- снижение расхода электроэнергии;
- сокращение времени активного воздействия на металл;
- сохранность кристаллической структуры алюминиевого металлоизделия;
- минимизацию отходов производства.
Суть процесса заключается в последовательном воздействии вальцами на металлическую заготовку, в результате чего листу придается:
- заданная форма;
- однородная толщина;
- привлекательный внешний вид.
Технологический процесс вальцевания алюминиевых сплавов
| Технологическая операция | Описание |
| Металлический лист алюминиевый подается в зону захвата, осуществляется прокатка между вальцами, диаметр которых может достигать 500 мм | - вальцы воздействуют на лист круговыми движениями разной направленности; - установленное в цехах компании оборудование позволяет протаскивать листы толщиной до 6,0 мм; |
| Если необходимо осуществить вальцовку листового металла толщиной более 6,0 мм, то предварительно производится нагрев заготовки | - для нагрева используется специальная печь, которая устанавливается рядом со станом; - нагрев осуществляется до Т + 300°С (применяется безокислительная технология). |
Установленное на предприятии компании станочное оборудование классифицируется по признаку автоматизации. Различают 2 вида моделей:
| Тип | Описание |
| Автоматические | - характеризуются наличием специального блока с автоматическим управлением; - обеспечивают выполнение большинства технологических операций. |
| Ручные | - оснащены специальными винтовыми механизмами, храповиками; - применяются при изготовлении штучных деталей. |
В ГК МеталлЭнергоХолдинг можно заказать:
- вальцовку алюминия (деформацию листа в установленных пределах);
- развальцовку заготовок.
Все работы выполняются в строгом соответствии с ТЗ и обязательным заключением договора. Для оформления заказа достаточно просто позвонить менеджеру фирмы. опытный специалист поможет оформить документы и предложит лучшую цену на вальцовку алюминия. Обращайтесь!


Производство вальцованных конусов из металлического листа
Производственные предприятия группы компаний МеталлЭнергоХолдинг выполняют заказы на изготовление конусных изделий из листовой стали и цветных металлов. Обработка осуществляется на 4-валковом станке, который способен обеспечить высокое качество и точность.
Конусные изделия различной конфигурации могут быть востребованы при выполнении ремонта и монтажа циклонов, силосов, газоходов, емкостей. Вальцованные элементы так же допускается использовать в качестве переходов для трубопроводных инженерных систем и воздуховодов.
В процессе производства конусов из стального листа на четырехвалковом оборудовании деформационная нагрузка более равномерно воздействует на обрабатываемую поверхность листовой заготовки. В результате относительно небольшие нагрузки по месту обработки снижают стоимость процесса, гарантируют надежность и долговечность, а уменьшение скорости деформационной вальцовки снижает вероятность ошибок и потерь от брака.
Существует возможность изготовления конусов следующих размеров.
| Параметр | Показатель |
| Толщина металла | от 1 до 40 мм |
| Ширина листа | до 2100 мм |
| Высота конуса | до 4000 мм |
| Диаметр конусного основания | 150-4000 мм |
| Угол наклона стенки | до 45 градусов |
По запросу заказчика возможно изготовление усеченного конуса с приваренным днищем или без него. Для выполнения заказа может использоваться материал исполнителя или заказчика. Для этого может использоваться сталь любых марок и лист из цветных металлов.
Изготовление конусных элементов
Технология вальцовки конуса более сложная, чем производство простых цилиндров. Для этого требуются квалифицированные работники и наличие специального четырехвалкового оборудования. Кроме этого необходимо выполнить точный раскрой листа, правильно подобрать толщину металла и угол наклона стенки.
Вначале производится фигурный раскрой листа развертки конуса на станке плазменной резки. При формировании конуса, производится протяжка листа с поворотом заготовки к концу наклоненного валка. За счет такого наклона формируется равномерная конусная форма заданной величины. Далее развертка изгибается в необходимые радиусы с последующей сборкой листа и проваркой продольных швов.
Возможно изготовление изделий эксцентрической формы, у которых центры противоположных отверстий смещены в сторону по отношению друг к другу. Такие конусы часто применяются в качестве переходов между трубами различного диаметра в промышленных системах и конструкциях.
Преимущества конусной вальцовки на четырехвалковых станках:
· возможность деформирования стального листа до 45 градусов;
· получение аккуратных красивых изделий с высокой точностью;
· отсутствие заусенец, перекосов и других дефектов;
· снижение производственных затрат и экономия материалов.
Изготовление конусов с использованием специального оборудования сокращает время выполнения заказа. Кроме этого исполнитель готов обеспечить доставку изделий по указанному адресу.
Для оформления заказа свяжитесь с представителем компании или заполните бланк заявки на сайте. Передайте чертеж, эскиз или общее описание необходимого изделия. Качество и быстрое изготовление гарантируется.


Вальцевание металла от завода производителя
Вальцевание – это особый метод обработки материала, когда его деформируют на специальном оборудовании и придают сложную геометрическую форму без воздействия высоких температур. Вальцовка металлопроката и изделий из него востребована в машиностроении, коммунальном хозяйстве и строительстве. Готовые изделия доставляются на объект заказчика. Заказать услугу можно на нашем сайте.
Технология процесса
Для качественной обработки необходимо современное оборудование, работающее с высокой точностью. Мы используем станки марки Bendmak CY4R-HHS 390-25/30. Это гидравлические вальцы с четырьмя валками.
Рассчитаны вальцы на нашем производстве на максимальную толщину материала 25 мм, расстояние между валками равно 3100 мм.
Процесс вальцевания металла до 30 мм проходит в несколько этапов:
- Заготовка подается в захватную зону станка.
- Уточняется расстояние между валками и корректируется в случае необходимости.
- Лист проходит между валками, изменяя первоначальную форму и получает заданный геометрический контур.
- Изделие извлекается.
Если есть необходимость, одна из кромок закатывается, чтобы добиться равного радиуса кривизны.
Обработка трубного проката, производство обечаек диаметром до 4000 мм
Цена на оказание услуг зависит от формы и типа изделия. Вальцевание труб – операция более сложная и трудоемкая, чем вальцовка металлических листов. Здесь учитываются такие факторы, как:
- глубина (длина линейного участка изделия, на которой можно деформировать его на радиальном направлении);
- диапазон (разбег радиальной деформации от минимального до максимального диаметра заготовки).
В результате труба получает нужную форму (овальную, цилиндрическую, коническую).
Заказать, рассчитать цены на вальцовку листового металла вы всегда сможете от компании МеталлЭнергоХолдинг
Подобным образом проводится и вальцовка обечаек – коротких цилиндрических или конических изделий, применяемых для укрепления котлов, баков и других массивных емкостей. Также они используются при строительстве трубопроводов.


Обечайками называют цилиндрические или конические элементы конструкций, напоминающие ободы или короткие отрезки труб. Другими словами – это боковые изогнутые части корпусов цилиндров или конусов. Вальцовка – это операция деформирования листового металлопроката для получения цилиндрических или конических деталей точно выверенного размера.
Особенности производства обечайки стальной
Вальцовка обечаек – это производственный процесс, у которого есть множество особенностей и собственная технология. Без него изготовление металлических цилиндров и конусов представить невозможно.
Вальцовка происходит под высоким давлением, в результате чего деталь изменяют форму равномерно по всей длине. Сам процесс гибки листового металла производится на валковых машинах. Оборудование называется листогибочными 3-х или 4-х валковыми вальцами. На современных 3-валковых моделях станков возможно как вертикальное, так и горизонтальное перемещение заготовок. Есть также 4-валковые гидравлические листогибочные машины, на которых выполняется высокоточная обработка металла с получением обечаек толщиной 20-380 мм и длиной до 2 м.
Пластическая деформация листового металла обычно производится в холодном состоянии, что приводит к наклепу и остаточному напряжению.
Характеристики готовой продукции из обечайки
Материал для изготовления обечаек может быть самым разным, от обычных сталей до уникальных высоколегированных сплавов.
Сечение готового изделия приобретает вид кольца, но готовая продукция, как конструкционный узел, может быть выполнен в виде:
· трубы;
· кольца;
· барабана;
· обода.
Более устойчивыми к механическим нагрузкам считаются бесшовные обечайки, которые называются втулками.
Технические параметры получаемых обечаек
| Показатель | Значение, единица измерения |
| Диаметр | От 10 миллиметров до 4 метров |
| Толщина стенок | от 2 до 100 мм |
| Ширина | не ограничена |
Бывают изделия, отлитые из чугуна либо выполненные из композитных материалов или дерева, но наиболее распространены и практичны металлические изделия из сплавов, которые обладают достаточной пластичностью. Наиболее широко используются следующие марки стали: универсальная ст120 и 09Г2С – для систем, эксплуатируемых под высоким давлением и при температурах от -70 до +450° C.
Применение обечаек
Назначение обечайки, её дальнейшее использование в различных сборках заключается в том, что в большинстве случаев они являются составными элементами каких-то сложных конструкций. Но они могут использоваться и как самостоятельные элементы, в качестве защитных кожухов, опорных конструкций, воздуховодов и т.д.
Как цилиндрические, так и конические обечайки – это широко востребованные трубопроводные детали при сборке котлов, сосудов, нестандартных трубопроводов и тому подобных объектов. Обечайки находят применение в кораблестроении, авиации, сборке военной техники, но наиболее массово востребована услуга вальцовки у машиностроителей. Также открытые детали в виде цилиндров или конусов применяются в строительстве и множестве других производственных сфер.
Наше предложение, цена на вальцевание листового металла
Кроме выполнения вальцовки обечаек, оказываем дополнительные услуги, в том числе – помогаем разрабатывать точные чертежи стальных конструкций и оборудования.
Детали вырезаются, а затем изгибаются либо точно по чертежам заказчика или по проектам, разработанным нашими специалистами. Гибка металла с закруглением производится из качественного листового проката на современном оборудовании квалифицированными рабочими из металла заказчика либо нашего сырья.
Многолетний опыт работ с металлом позволяют нам выставлять на услугу вальцовки обечаек разумные цены. Любая задача будет выполнена с высокой точностью на новейшем оборудовании с ЧПУ.


Гибка алюминиевого листа от компании ГК «МеталлЭнергоХолдинг»
Наша компания предлагает услуги металлообработки в заводских условиях по самым выгодным ценам. Наши производственные линии оснащены листогибочными прессами, станками с автоматизированным управлением и другим современным высокопроизводительным оборудованием, что позволяет нам выполнять заказы по гибке алюминиевого листа в любых объемах точно в оговоренные сроки. Чтобы оформить заказ или уточнить стоимость и сроки выполнения заказа, обратитесь к нашему менеджеру.
Технология гибки листового алюминия
Услуга гибки плоского алюминиевого проката востребована в сфере изготовления подвесных потолочных конструкций, лестниц, дверей, элементов кровли, оконных конструкций и других изделий. Изделия из алюминия ценятся благодаря сочетанию прочности и малого веса, антикоррозионным свойствам, технологичности. Листовой прокат из алюминиевых и дюралюминиевых сплавов хорошо поддается шлифовке и полировке, обладает хорошей адгезией к лакокрасочным составам.
Таблица. Параметры гибки алюминиевого листа:
| Параметры | Значения |
| Толщина листа | от 0,5 до 10,0 ии |
| Ширина | от 600,0 до 2000,0 мм |
| Длина | от 2000,0 до 7000,0 мм |
| Минимальный относительный радиус гибки | |
| отожженного листа вдоль проката | 0,2 |
| наклепанного листа поперек проката | 0,3 |
| наклепанного вдоль проката | 0,8 |
Для придания алюминиевому листу формы применяются методы горячей и холодной гибки. Горячая гибка производится путем нагрева заготовки до температуры рекристаллизации металла с последующим приданием ей заданной формы. Холодный способ подразумевает проведение работ при температуре +20С +23С, деформация листа осуществляется за счет механического воздействия.
В листогибочных работах также применяется калибровочная или свободная технология. Для работы с рифленым листом и тонколистовым прокатом из мягких сплавов применяется способ калибровки. Толстолистовому прокату заданная форма придается с помощью свободного способа, связанного с созданием воздушного зазора.
Стоимость гибки листового проката
Стоимость листогибочных работ рассчитывается в индивидуальном порядке для каждого проекта. Общая сумма складывается из таких факторов, как объем работы, сложность профиля, толщина и размеры листов, габаритные размеры деталей, необходимость дополнительной обработки.
Наши преимущества:
-
Гарантия качества. Большой опыт в сфере металлообработки, современное оборудование и контроль качества на каждом этапе позволяет нам выполнять работы любого объема и сложности в точном соответствии с согласованным проектом.
-
Соблюдение сроков. Всегда выполняем заказы точно в сроки, указанные в договоре, а более 30% проектов успешно завершаем раньше установленного срока.
-
Оптимальные цены. Предлагаем услуги металлообработки по самым выгодным ценам. На большие заказы делаем скидки.
Как заказать гибку листового алюминия по самой низкой на рынке цене
Чтобы сделать заказ на листогибочные работы или другие виды металлообработки, позвоните по телефону +375-82-003-210-437, указанному на сайте, напишите нам на электронную почту minsk@metatorg.ru или заполните форму обратной связи. Наш специалист примет заказ, предоставит подробную техническую консультацию. рассчитает стоимость заказа, сориентирует по срокам, подробно ответит на все интересующие вас вопросы.


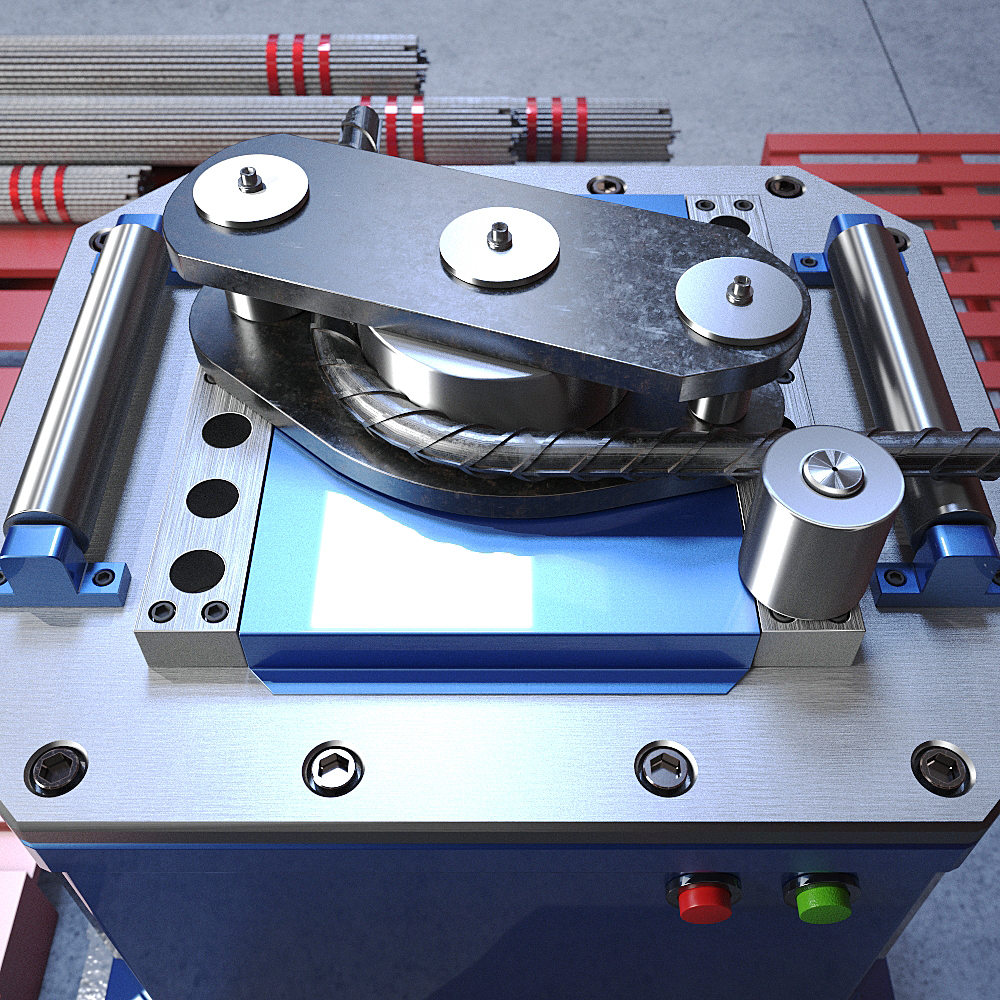
Гибка арматуры от компании МеталлЭнергоХолдинг
ГК МеталлЭнергоХолдинг принимает заявки на гибку арматурных стержней с периодическим рифлением и круглой арматуры диаметром от 6,0 до 40,0 мм. Работаем с материалом заказчика, а также предлагаем сертифицированный металлопрокат собственного производства — арматурную сталь ГOCТ 2590-2006, ГОCT З4028-2016, ГOСT P 52544-2006, ГОCТ 5781-82. Точно соблюдаем оговоренные сроки, гарантируем точность размеров готовых изделий и качество выполнения работ.
Оборудование для гибки арматурного проката на нашем производстве позволяет гнуть диаметр от 6 мм до 50
Гибка арматуры — это технологическая операция, применяемая для получения скобогибочных изделий, которые используются в сфере промышленного и гражданского строительства. Механическая обработка арматурных стержней позволяет придавать заготовкам требуемую форму без выборки, резки или сварки, которая ослабляет структуру металла. Данная технология металлообработки обеспечивает высокую точность по углу, что дает возможность получать точный профиль с нужным радиусом изгиба. Еще одно немаловажное преимущество гибки — экономия материала, поскольку при механообработке полностью отсутствуют отходы.
Для холодной деформации арматурного проката мы используем ручные станки, полуавтоматические и автоматические установки с программным управлением. Большой выбор оборудования позволяет осуществлять двухстороннюю гибку металлических стержней с максимальным углом изгиба 180 градусов. Скорость гибки в автоматическом режиме составляет 1000 градусов в секунду. Применение станков с ЧПУ обеспечивает высокую точность, высокую скорость и стабильные механические свойства готовой продукции.
Электронная система управления контролирует работу тяговой части гибочного станка, которая осуществляет горизонтальное выравнивание и подачу заданной длины арматурного прутка. Гибка осуществляется с помощью синхронной ременной передачи, что обеспечивает угол изгиба в диапазоне от 5 до 180 градусов.
Преимущества сотрудничества с нашей компанией по гибке арматурного проката
Предлагаем нашим клиентам выгодные условия сотрудничества. Заключая договор с нашей компанией, вы получаете качественную продукцию по оптимальным ценам.
Наши преимущества:
● разумная ценовая политика и отличная техническая оснащенность;
● возможность доставки готовой продукции на объект заказчика;
● хорошие скидки на услуги по механообработке;
● удобная форма оплаты заказа.
Цена на гибку арматуры диаметром 6, 8, 10. 12, 14, 16, 18, 20 мм и тд лучшая в регионе
Стоимость услуг по гибке арматуры зависит от следующих факторов:
● Диаметр и длина прутков. В нашей компании вы можете заказать гибку прутков длиной до 12,0 м — легкой арматуры диаметром 6,0-20,0 мм, тяжелой арматуры диаметром 22,0-36,0 мм.
● Объем работ. Наши технологические линии оснащены современным оборудованием с ЧПУ, что позволяет нам в короткие сроки обрабатывать большие партии арматуры.
● Сложность заказа.
Принимаем заказы на гибку арматурной стали в скобы, петли, хомуты и другие металлоизделия по индивидуальным чертежам.

Как сделать заказ на гибку арматуры в вашем городе?
Чтобы заказать гибку арматурного проката, свяжитесь с нашим менеджером по указанному телефону или отправьте заявку электронной почтой. Наш специалист свяжется с вами в течение 30 минут, уточнит детали заказа, рассчитает стоимость услуг, даст подробные ответы на все возникшие вопросы.

Гибка листа металлического в полусферу, шар от Завода МеталлЭнергоХолдинг
Гибка листа в полусферу, шар – трудоемкий процесс, требующий высокой точности пластической деформации и нестандартной оснастки. На современном оборудовании с программным обеспечением данная услуга выполняется достаточно быстро и оперативно, с высокой точностью.
Листовая сталь, цветные металлы на основе алюминия, меди деформируются методами:
· ротационной вытяжки;
· сегментационной гибкой;
· прессованием /штамповкой с большим усилием продавливания/;
· ручной выколоткой с применением деревянных, резиновых инструментов
Округлые металлоизделия изготавливают по эскизам или чертежам, предоставленным заказчиком из давальческого сырья или сертифицированного проката, поставляемого напрямую от изготовителя. Технические возможности компании позволяют изготавливать полусферы без швов и разрывов, шар формируется из двух полусфер методом сварки с последующей зачисткой и закаткой швов. Диаметр изделий не ограничен. Стоимость услуг зависит от объема партии, габаритов полусферических форм, марки металла /химического состава/. Цена единицы в партии намного ниже, чем при индивидуальном изготовлении.
Технологический процесс
Процесс изготовления полусфер, шаров многоэтапный, часто предусмотрен межоперационный прогрев для повышения пластичности металла. Технология формирования шара, полусферы выбирается с учетом формата изделий, пластичности металла. Рассчитывается уровень напряжений, возникающих при изгибании листа, определяется возможный радиус гиба заготовки, при котором не возникает трещинообразование. Листы из малопластичных сплавов деформируют в горячем виде с пониженной скоростью. Увеличивается число проходов для утончения металла.
Этапы изготовления сферических форм
· На основании анализа материала и формата готового изделия подбирается производственное оборудование, типоразмеры оснастки.
· Рассчитываются переходы деформирования, радиус гибки на каждом технологическом этапе.
· Составляется технологическая карта, определяется калькуляционная стоимость готовой продукции.
· Проектируется форма для пресса, профилегибочного оборудования, автоматов ротационной вытяжки.
По результатам исследований и расчетов иногда приходится менять исходный металл на более пластичный. Замена листов проводится по согласование с заказчиком, учитываются прочностные характеристики и условия эксплуатации полусфер, шаров. При необходимости проводится разупрочняющая термическая обработка листа, используется длительный прогрев при температуре пластичности.
Преимущества гибки полусфер на станках с ЧПУ
При использовании оборудования с электронным управлением удается получать высокоточные изделия. Производственный процесс управляется компьютером, снижается процент отходов, брака. Повышается скорость деформации листов. Использование специализированного программного обеспечения ограничено, практикуется при изготовлении изделий мелких и средних размеров из углеродистой, нержавеющей стали, алюминия, латуни. По возможности предусматривается предварительная металлообработка на станках с ЧПУ с последующей ручной доводкой.


Гибка меди - медной шины, полоса, лист и труба, пруток
Медь – прочный, пластичный металл с высокими тепло и электротехническими характеристиками. Использование меди в строительстве, электротехнике, интерьерном дизайне требует создания медных элементов различной пространственной конфигурации. Существует два способа изготовления таких конструкций – сварка или гибка. Во многих случаях, при изготовлении нестандартных изделий из меди, предпочтительней гибка – как менее трудоемкая, недорогая и более быстрая в технологическом цикле.Группа компаний МеталлЭнергоХолдинг оказывает услуги: гибка меди и изготовление нестандартных изделий из меди, по чертежам заказчика или с разработкой проекта – по экономически выгодной цене. Производим работы с использованием современных технологий и оборудования, обеспечивающих направленное деформирование, с минимальными изменениями структуры металла по линии сгиба, и в прилегающей зоне.
Услуга – гибка меди
Осуществляем гибку на любые углы и радиусы: листовой меди, полос, шин, прутков, труб. Гибка меди производится, если стоит задача получить:
· элементы кровли: флюгеры, водосточные системы, устройства снегозадержания, колпаки дымники, сегменты черепицы, свесы, парапеты, фальцы картин;
· материал для отделки фасада: соединительные фальцы панелей, оконные откосы, козырьки, угловые панели;
· участки трубопровода: отводы, змеевики;
· детали шинных сборок: углы, тройники, крестовины, скобы;
· гнутые профили: уголки, П-образные, Z-образные, С-образные;
· обечайки конические и цилиндрические;
· нестандартные изделия из меди.
Все изделия можно изготовить в ГК МеталлЭнергоХолдинг – с исполнением заказа в кротчайшие сроки, с высоким качеством, по невысокой цене.
Заказать гибку меди и изготовление нестандартных изделий в ГК МеталлЭнергоХолдинг можно из материала заказчика, или купить сертифицированную медь в нашей компании. Услуга будет стоить дешевле, позволит сэкономить на транспортировке и резке заготовок. При необходимости, для повышения гибкости произведем термический отжиг.
Техническое обеспечение гибки меди в ГК МеталлЭнергоХолдинг
Технология гибки меди для разного вида проката, с различными параметрами толщины отличается температурным режимом и задаваемым усилием изгиба. Производственные площадки ГК МеталлЭнергоХолдинг оснащены:
· листогибочными прессами с механическим или гидравлическим приводом;
· горизонтальной гибочной машиной с 2 ползунами;
· роликовыми трубогибами и шиногибами;
· универсальными гибочными автоматами;
· профилегибочным станом.
Специалисты компании владеют методиками расчета, и произведут гибку меди и изготовление нестандартных изделий из меди с применением соответствующего оборудования, при оптимальных настройках.
Заказать гибку меди – по лучшей цене
Для оформления заказа на услуги: гибка меди и изготовление нестандартных изделий в ГК МеталлЭнергоХолдинг, сделайте звонок по номеру телефона, напишите на адрес электронной почты. Специалисты компании уточнят технические вопросы, произведут расчет цены заказа, расскажут о способах и сроках оплаты, предложат недорогой способ доставки.


Услуга гибки на прессе от завода-изготовителя
Направленную деформацию листового проката осуществляют различными способами. Гибка на прессе требует профессионального подхода. На листогибочном оборудовании удается получать трехмерные корпусные детали и другие сложные металлоизделия из полистной стали. У прессов с вертикальной гибочной балкой большие возможности.
Методы гибки на прессе
Пресс используется для листов толщиной от 2 мм. Он предназначен для выполнения разовых гибов. Существуют методы получения сложных форм с большим количеством граней. На модификациях с максимальным усилием до 1600 кН средняя толщина деформируемых заготовок — 3,5 мм. Выпускают мощные прессы, способные изгибать толстолистовую сталь (толщиной 8 мм) длиной до 6 м. Прессовые листогибы характеризуются высокой производительностью. Они подходят для производства крупных партий металлоизделий. Стационарные конструкции мощнее передвижных аналогов. И те и другие оснащаются электрическими или гидравлическими приводами.
Технология гнутья станком-листогибом
Зависимость оказываемого воздействия от длины прогиба
| Величина получаемого гиба | Поправочный понижающий коэффициент |
| 3 м | 1 |
| 2,25 м | 0,75 |
| 1,5 м | 0,5 |
| 0,75 м | 0,25 |
Длина деформационной линии пропорциональна усилию. Технология гибки на прессе предусматривает локальную и частичную гибку листовых заготовок за счет регулировки величины нагрузки на пуансон. Угол гиба зависит от глубины проникновения пуансона в установленную матрицу. Радиус гибки определяется отношением расстояний между кромками матрицы и размерами пуансона.
Прессовое оборудование применяется для деформации разнообразных металлов. Современные модели — простые и практичные. Риск брака минимальный.
Виды прессового оборудования для гибки
| Конструктивные особенности | Применение |
| Прессы с ручным управлением | точность позиционирования осей зависит от опыта и подготовки оператора |
| Встроенный ЧПУ-контроллер | оси перемещаются в запрограммированной последовательности, двигатели запускаются контроллером, на перепрограммирование не требуется много времени |
| Прессы с программным управлением | полностью автоматизированный процесс, используется для серийного и мелкосерийного производства |
Преимущества гибки листов на прессе с ЧПУ:
- возможность придать самую разнообразную форму, меняя угол и радиус деформационного воздействия;
- повторяемость линий при выпуске серий — программное управление обеспечивает точность многократных сгибов;
- автоматизация — сокращает время изготовления нужного профиля.
Заказать гибку на прессе по выгодной цене
ГК «МеталлЭнергоХолдинг» имеет собственное производство, оснащенное современным оборудованием —обработка производится прессами разной мощности. Можно заказать гибку на прессе тонколистового и толстолистового углеродистого, легированного и цветного проката. Цена работ рассчитывается индивидуально в соответствии с трудозатратами. Заявки принимаются по телефону +375-82-003-210-437 и электронной почте minsk@metatorg.ru.

Услуга гибки профиля на заводе-производителе ГК «МеталлЭнергоХолдинг»
При изготовлении современных строительных, рекламных, производственных конструкций широко применяются гнутые профили, придающие легкость и прочность готовым изделиям. Предлагаемая ГК «МеталлЭнергоХолдинг» услуга по гибке профиля позволяет клиентам получить качественные балки из сталей различных марок и сечений, выполненные с соблюдением особенностей процесса.
Технология гибки профиля
В зависимости от производственных задач и требуемых технических характеристик осуществляется продольная или поперечная гибка металла такой формы, как V-образная, U-образная, многоугловая, криволинейная, трубоподобная. Для изготовления применяют профилегибочные станки различных видов — ручные, с электроприводом, с гидроприводом. Профилегибы с электроприводом применяются в серийном производстве и обеспечивают высокую скорость работы и производительность. Для крупносерийного производства, получения профилей и труб большого сечения используют мощные профилегибы с гидроприводом.
Гибка профиля — это технологический процесс, позволяющий образовать или изменить углы между элементами заготовки для придания металлопрокату требуемой формы. Технология исключает резьбовые и сварочные соединения между отдельными компонентами профиля. Каждый из применяемых металлов характеризуется пластичностью и получением требуемых геометрических параметров в момент гиба.
Прокат выпускается с одним (L), двумя (П) или несколькими углами. Для получения требуемого профиля используется технология горячей и холодной гибки профиля. Гибка горячим способом выполняется путем заполнения профиля подготовленным песком и нагревом стали до 900 °C. По окончании работ изделие освобождают от песка и промывают. Холодный метод гибки более технологичный и производительный по сравнению с горячим, выполняется с соблюдением ГОСТа на профилегибочных машинах.
Способы гибки профильного проката
| Характер обработки | Описание |
| Способ деформации (характер усилия) | гибка может быть свободной, с калибрующим ударом |
| Количество операций | частота зависит от пластичности, гибка за один-три перехода |
| Способ сгибания | используется горизонтально-гибочный станок, механический листогиб, ротационная машина |
Особенности гнутья металлопрофиля
Основные правила, которые требуется соблюдать в процессе изготовления гнутых профилей:
- обязательный учет высоты при гибке сортового проката с квадратным или прямоугольным сечением, чтобы выполнить операцию без деформации;
- соблюдение технологического припуска;
- толщина стенки — до 12 мм, ширина может достигать 180 мм;
- для профиля менее 10 мм используют холодный способ гибки, высотой 10–40 мм — оба способа.
Также учитывают действие сил растяжения на внешнюю поверхность и сжатия — на внутреннюю. Профили, полученные в результате гибки, обладают преимуществами. Они отличаются прочностью и надежностью, высоким качеством, низкой массой, длительным сроком службы и доступной стоимостью.
Применение гнутого профильного проката:
- в автомобильной промышленности — изготовление глушителей, каркасов для сидений, патрубков и других деталей;
- мебельном производстве — выпуск вешалок, каркасов для столов и стульев, ручек и прочих элементов;
- выпуске котельного оборудования — изготовление деталей котлов, змеевиков и других элементов;
- судостроении;
- строительстве, ремонте и реконструкции.
Заказать гибку профиля по выгодной цене
ГК «МеталлЭнергоХолдинг» предлагает клиентам заказать услуги по гибке профилей по доступной цене. Для оформления заказа можно позвонить по телефону +375-82-003-210-437 или связаться с нами по электронной почте minsk@metatorg.ru.


Технология гибки пруткового металла на заводе-производителе ГК «МеталлЭнергоХолдинг»
Гладкие прутки и арматура с периодическим профилем используются для изготовления скоб, «ушек» для грузовых захватов, других элементов. Гибка пруткового металла осуществляется под любым углом. Для придания полнотелому профилю нужной формы применяются слесарные инструменты и специальное оборудование и технологии. Гнутый пруток используется во многих отраслях — строительстве, судо- и прочем машиностроении, на металлургических предприятиях, в горнорудном производстве.
Методы гибки пруткового металла
Оборудование для гнутья пруткового металлопроката
| Оборудование | Особенности обработки |
| Гибочный пресс | метод применяется для создания сложных форм |
| Механизированные вальцы | позволяют создавать округлые контуры |
| Тепловая пушка | применяется при ручной и механизированной гибке пластичных цветных металлов |
| Ручная | применяются киянки и молотки |
Основным преимуществом автоматической гибки прутков считается высокая точность углов и геометрических размеров. На прессах возможно изготовление крупных партий металлоизделий определенной формы. Механизированная гибка применяется для профиля круглого, квадратного и шестигранного сечения.
Особенности деформационного процесса при гибке прутков
На финишном этапе работ, вне зависимости от используемого метода гибки, проводится нормализация готовых изделий. Это связано с устранением возникающих напряжений. Они особенно ощутимы при небольших радиусах сгибания профиля. При расчете длины заготовки нельзя забывать о припуске. Когда часть заготовки перегибается, внутренние слои сжимаются, а наружные растягиваются. При сгибании деталей под прямым углом расчетный припуск достигает 80 % толщины прутка. Если предусмотрено закругление с внутренней стороны сгиба, он уменьшается до ½.
Для определения нагрузки учитывают физико-механические характеристики сплавов. Если изгибающее усилие меньше предела текучести, деформационного сдвига не происходит. Заготовка не изгибается, а выпрямляется, постепенно принимает первоначальный вид. Тепловое воздействие повышает пластичность металлов. Арматурный профиль рекомендуется локально прогревать индукционными токами или горелкой.
Заказать гибку пруткового металла по оптовой цене
ГК «МеталлЭнергоХолдинг» оказывает услуги по изготовлению гнутьем крепежа, элементов арматуры и других изделий по умеренной стоимости. Цена рассчитывается по фиксированным расценкам соразмерно затратам. В нашей компании заказать гибку прутков любого размера и сечения —гарантируем высокую точность углов и геометрических параметров. Дополнительную информацию можно узнать по телефону +375-82-003-210-437 и электронной почте minsk@metatorg.ru.

Гибка толстолистового металла
ГК МеталлЭнергоХолдинг принимает заказы на изготовление швеллера гнутого ГОСТ 8278-83, уголка гнутого ГОСТ 19771-93, гибку толстолистового металла по типовым проектам и индивидуальным чертежам. Гарантируем качество продукции, точно соблюдаем оговоренные сроки, организуем доставку готовых изделий на объект заказчика. Чтобы сделать заказ или узнать подробнее о расценках на услуги и условиях оплаты, обратитесь к нашему менеджеру.
Наши услуги
Технология гибки металла в холодном состоянии позволяет изготавливать из плоских заготовок пространственные многомерные изделия различного размера и формы. Для одноугловой V-образной, двухугловой П-образной, многоугловой, радиусной гибки листового металла применяются гибочные прессы AD-S. Эксплуатационные характеристики гибочного оборудования позволяют работать с пластичными и малопластичными сплавами, включая дюраль, высокоуглеродистые стали с высоким содержанием марганца и кремния, титан и сплавы на его основе.
Характеристики оборудования
Прессы для гибки AD-S, которыми оснащены наши производственные линии, рассчитаны на работу с заготовками шириной до 16000 мм и толщиной до 30 мм. Среди характеристик гибочных прессов этой серии можно отметить:
● минимальное время смены и настройки инструмента;
● точную гибку при высокой скорости и повторяемости;
● простую в использовании панель управления;
● усиленную и жесткую раму конструкции;
● возможность регулировки по всем осям.
Точность и аккуратность гибки обусловлена особенностями конструкции гибочного пресса AD-S.
Система компенсации прогиба
За счет калибровки в каждой части заготовки система компенсации прогиба, ручная иди моторизированная через ЧПУ, обеспечивает максимально ровный гиб, исключая применение подкладок и клиньев.
Линейные направляющие передней поддержки
Наличие в конструкции прочных опорных кронштейнов с наклонными упорами, установленных на линейных направляющих, обеспечивает простоту их регулировки под длину заготовки. Боковые упоры обеспечивают быструю, удобную и точную подачу широких заготовок или деталей небольшого размера.
Система защиты СЕ
Гибочные прессы, спроектированные в соответствии с нормами СЕ, оснащены защитными кожухами движущихся частей, лазерной защитой, световыми барьерами.
Стабильное движение верхней балки
Точное наведение обеспечивается наличием длинных плоских направляющих и свободного пространства, которое образовано за счет выноса системы направляющих за область рамы.
Как происходит изготовление изделий способом гибки
При разработке технологического процесса гибки учитываются искажения формы — изменение толщины, складкообразование металлического листа, появление линий течения металла.
Основные этапы производства гнутых профилей:
● специалисты анализируют конструкцию детали;
● выполняются расчеты усилий и рабочих процессов;
● подбирается типоразмер промышленного оборудования;
● выполняется разработка чертежей исходной заготовки;
● производится расчет переходов деформирования;
● выполняется проектирование технологической оснастки.
В обязательном порядке выполняется анализ соответствия возможностей исходного материала. Это необходимо для того, чтобы определить пригодность заготовки для изготовления детали нужной формы при условии получения заданного радиуса гиба, при котором не происходит трещинообразования металла. Также определяются возможные искажения профиля или толщины исходной заготовки, особенно при сложной конфигурации детали. В некоторых случаях по результатам анализа принимается решение о замене сплава на более пластичный, а также о предварительной разупрочняющей термообработке заготовки. Обязательным условием разработки технологического процесса являются расчеты мин.допустимого угла и радиуса гибки, угла пружения.
Схема работы
● Прием заявки. Для оформления заявки вам нужно связаться с нашим менеджером. Наш специалист уточнит объем работ, рассчитает стоимость услуг с материалами и работой, расскажет о скидках и выгодных предложениях, сориентирует по срокам выполнения заказа, даст исчерпывающие ответы на все возникшие вопросы.
● Заключение договора. После согласования с заказчиком условий оплаты и сроков выполнения заказа подписываем официальный договор.
● Разработка чертежей. Наши специалисты подготовят чертежи по предоставленным образцам или эскизам.
● Выбор материала. Поможем подобрать тип и марку сплава для изготовления уголка, швеллера или нестандартных изделий по индивидуальным чертежам.
● Производство металлоизделий. Приступаем к производству изделий в соответствии с утвержденным проектом.
● Доставка готовой продукции. Организуем доставку металлоизделий собственным автотранспортом, транспортными компаниями, ж/д или водным транспортом. Также возможен вывоз готовых изделий транспортом заказчика с бесплатной погрузкой в машины с открытым кузовом.
Наши преимущества
- Гарантия качества. Гибка толстолистового металла производится на современных станках с программным управлением, что обеспечивает высокую точность гибки и качество выпускаемой продукции.
- Скорость выполнения заказов. Выполняем заказы любой сложности и объема точно в сроки, указанные в договоре.
- Индивидуальный подход. Изготавливаем изделия по типовым чертежам, производим детали по индивидуальным проектам. У нас можно заказать производство штучных изделий, мелкооптовых и серийных партий. Работаем с материалом заказчика, а также предлагаем в качестве заготовок сертифицированный металлопрокат.
- Скидки на большие объемы. На большие объемы делаем скидки. Сумма скидки оговаривается индивидуально для каждого заказа.
- Полный комплекс услуг. В ГК МеталлЭнергоХолдинг можно заказать разработку чертежей, изготовление изделий, доставку продукции по указанному адресу.
- Доступные цены. Мы стремимся к долгосрочному взаимовыгодному сотрудничеству и поэтому не завышаем стоимость услуг обработки металла. Наши клиенты получают продукцию высокого качества по оптимальным ценам.
Как сделать заказ
Чтобы оформить заказ на гибку листового металла, воспользуйтесь одним из следующих способов:
● позвоните по телефону, указанному на сайте;
● отправьте заявку электронной почтой;
● сделайте заказ онлайн.


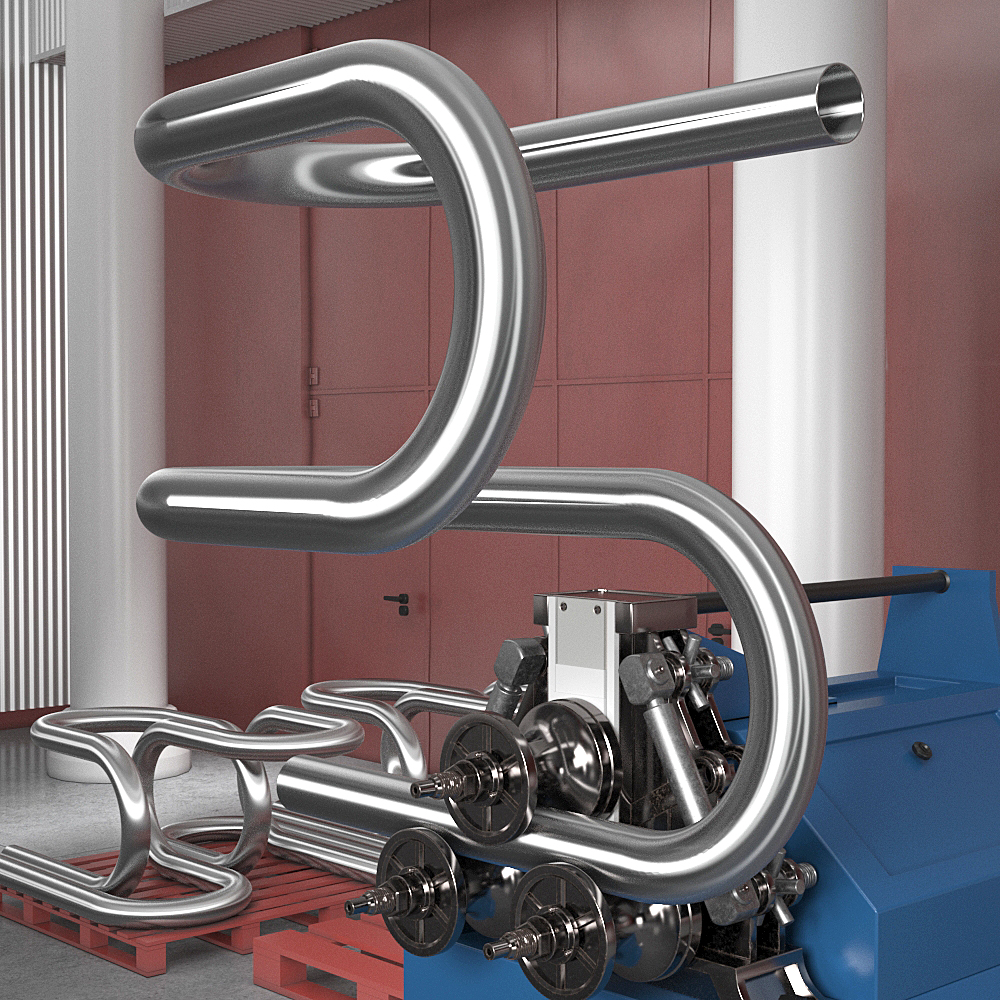
Гибка трубы стальной и нержавеющей в плоскую спираль - змеевик
Группа Компаний «МеталлЭнергоХолдинг» принимает заказы на гибку труб в плоскую спираль. У нас можно приобрести готовые металлоизделия. Также специалисты помогут в подготовке всех документов для технологического задания: чертежи, 3-Д моделирование, макет. Или реализовать изделие по готовую предоставленному чертежу заказчика.Что такое гибка труб в спирали, для какой целю ее выполняют?
Гибка трубы по спирали – один из востребованных видов металлообработки, в процессе которого металлозаготовка (стальная, медная, алюминиевая) принимает спиралевидную форму. Под спиралью понимается гнутая трубка (змеевик). Ее главная функция заключается в обеспечении полноценного теплообмена между двух точек (плоскостей) в малом пространстве.
Методы гибки трубы в плоскую спираль
| Холодный метод | Горячий метод |
| Применяют такой метод для заготовок, изготовленных из пластичного материала вручную или механически. Вручную гибку выполняют на специальной опоре. Труба устанавливается на прочные опоры, тяжелым предметом наносят удары по центру. Труба наматывается на шаблон. Во внутреннюю часть засыпают песок, соль либо другой наполнитель. Такой способ подходит для алюминия, латуни и дюрали. Механическая гибка осуществляется на станах и более эффективна. |
Эта технология позволяет получить готовое изделие более быстро и легко. Предусматривает горячее деформирование, позволяющее легко сгибать трубы любого диаметра и длины. Выполняется следующим образом: изделие заранее нагревается до пластичного состояния, потом его сгибают в спираль в необходимом месте. Горячая технология гибки труб подойдет для металлозделий из медного сплава, стали и прочих плотных материалов.
|
Гибка трубопроката в спираль достаточно сложна. Чтобы изготовить ее специалист изучает свойства структуры материала, возможные методы гибки. Важно в результате получить качественное изделие без заводского брака и повреждений.
Качество работы продукции «МеталлЭнергоХолдинг»
Добиться высочайшего качества при загибе трубы в спираль позволяет новейшее профессиональное оборудование и компетентные специалисты. Определенно от хорошего оборудования зависит срок эксплуатации змеевика. Также от качества выполняемой работы. Здесь очень важно, чтобы процесс гибки трубы по спирали выполнялся аккуратно с соблюдением всех технических условий. Если не соблюдать технологию изготовления слишком велик риск образования заводского дефекта и повреждения полотна металла.
Как обратиться в нашу компанию для заказа услуги гибка трубы?
Для заказа гибки труб в плоские спирали, цена которой у нас конкурентная, обратитесь к нам одним из нескольких способов, которые наиболее удобен:
- Отправьте сообщение на электронный адрес.
- Позвоните по телефону, указанному на нашем сайте. Такой способ обращения удобен тем, что вы напрямую свяжетесь со специалистом, зададите вопросы, уточните нюансы сотрудничества, получите информацию об актуальных скидках, специальных предложениях, сопутствующих услугах, обсудите методы гибки труб.
- Отправьте заявку с сайта.
Изготовленную продукцию мы доставим своим транспортом в любую точку России или в страну ближнего зарубежья.


Гибка трубы профильной под любой радиус
Технология сгибания основан на механической деформации металлической трубы на специализированных трубогибочных станках. Эта технология является эффективной альтернативой изготовления криволинейных элементов металлоконструкций с применением сварки. Она позволяет значительно сократить продолжительность монтажных работ. При этом гнутые изделия остаются монолитными, сохраняя первоначальную прочность и герметичность.
Заказать гибку профильных труб можно на сайте компании МеталлЭнергоХолдинг. Для этого заполните бланк заявки и мы с вами свяжемся в самое ближайшее время. Гнутые заготовки могут изготавливаться из материала исполнителя или заказчика. Обеспечена доставка готовых изделий по указанному адресу.
Технология выполнения работ гибки труб квадратных и прямоугольных
Прямая трубная заготовка кладут на два подвижных валика и нажимают на нее третьим валком. Он расположен посередине между нижними опорами и сгибает на них свободно расположенный профиль. Радиус изгиба определяется по центральной осевой линии и имеет определенные ограничения, связанные с сечением и толщиной стенки. Так же имеет значение скорость протяжки и прилагаемая сила воздействия на трубу.
Качество и точность обработки обеспечивается за счет нескольких протяжек заготовки через станок. Заказанное изделие формируется постепенно, поэтому трубный профиль пропускают через валковое устройство подачи несколько раз, постепенно увеличивая кривизну изделия. Результаты работы контролируются шаблонами, к которым прикладывают сгибаемые трубы. Процесс гибки может осуществляться, как в холодном, так и в горячем состоянии исходной заготовки.
Использование мощных гидравлических и электромеханических трубогибов позволяет скрутить профильную трубу даже в кольцо или спираль.
| Размер профиля | Допустимый радиус изгиба | Наименьшая длина свободного отрезка | ||
| Наружный | Внутренний | Без нагрева | Горячее состояние | |
| 12 | 8 | 80 | 40 | 40 |
| 15 | 10 | 100 | 50 | 45 |
| 20 | 15 | 130 | 65 | 50 |
| 25 | 20 | 160 | 80 | 55 |
| 32 | 26 | 200 | 100 | 70 |
| 40 | 34 | 250 | 130 | 85 |
| 45 | 39 | 290 | 150 | 100 |
| 50 | 46 | 360 | 180 | 120 |
| 65 | 59 | 450 | 225 | 150 |
| 80 | 73 | 530 | 265 | 170 |
| 100 | 93 | 680 | 340 | 230 |
Особенности горячей гибки и холодной трубы профильной
Эта технология применяется при размерах стенки более 100 мм. Длина нагреваемого участка не может быть меньше трех больших размеров сечения. Температура нагрева стальной трубы составляет 900°С. Гибка осуществляется до тех пор, пока труба не остынет до 720°С. Если требуется продолжение, то труба греется снова.
Чтобы избежать деформации профиля, образования разрывов и складок внутреннее пространство трубы набивают просушенным и просеянным песком. Весь процесс горячего сгибания состоит из шести операций:
· изготовление шаблона;
· набивка трубы песком;
· разметка сгибаемого участка;
· нагрев в печи или газовой горелкой;
· непосредственно гибка;
· обрезка концевых участков.
Под разметкой подразумевается нанесение на стенки профиля отметок участков будущих изгибов при каждой протяжке трубы.
Из вышесказанного видно, что горячая гибка профильной трубы это сложный и энергоемкий процесс. Однако именно такой способ выполнения работы может обеспечить лучшее качество и минимальное количество производственных отходов для больших сечений.
Холодный гиб профильной трубы
Это самый недорогой способ изменения конфигурации труб небольших сечений. Причем отсутствие нагрева позволяет значительно сократить время каждой операции и снизить стоимость услуги. Так гнут квадратные и прямоугольные трубы. Прямоугольные сечения могут быть согнуты, как по стороне меньшего сечения, так и по большего.
В зависимости от сечения и толщины стенки гибка профильной трубы может быть выполнена одним из трех способов:
· обработка сжатием;
· путем прессования;
· ротационно-вытяжная.
При обработке сжатием труба гнется тремя вальцами, два из которых неподвижны, а один перемещается вверх или вниз, надавливая на заготовку. Такие устройства гнут трубный прокат на угол до 180 градусов.
В прессовых штампах изгибают заготовки длиной не более 0,7 метра. Главное преимущество этого оборудования – возможность изготовления большого количества изделий за короткое время.
Ротационная вытяжка труб выполняется на трубогибочных станках гидравлическим механизмом для перетаскивания роликов, которые могут работать при любой толщине стенок.


Гибка трубы толстостенной стальной под нужный для вас радиус
Толщина металла толстостенной трубы имеет отношение к размеру диаметра сечения – от 6 до 12,5. При использовании толстостенной трубы на криволинейных участках трубопровода, требуется изгиб проката на заданный угол и радиус кривизны. Группа компаний МеталлЭнергоХолдинг принимает заказы на оказание услуги – гибка труб толстостенных, разных диаметров – по экономически обоснованной, невысокой цене.
Сфера применения операции гибки для труб толстостенных
Толстостенный прокат предназначен для гидравлических систем, трубопроводов высокого давления и с агрессивной средой (с запасом на коррозию). Гибка толстостенных труб применяется для изготовления монтажных деталей водогазопроводных, магистральных, технологических трубопроводов.
Труба с толстой стенкой обеспечивает безопасную эксплуатацию высокотемпературных котельных установок, теплоэнергетических комплексов, надежную герметичность при транспортировке продуктов химических и нефтехимических производств. Изогнутый толстостенный профиль используется в качестве элементов конструкций, с требованиями к несущей способности и жесткости.
Преимущество изогнутых участков толстостенных трубопроводов
Участки из толстостенных труб с изгибом проектируют:
· при пересечении трубопроводных сетей;
· для обхода строительных балок;
· на поворотах и отводах трубопровода;
· в местах ввода в оборудование и присоединения нагревательных приборов.
Преимуществами участков толстостенных труб, выполненных по технологии гибки, в сравнении с установкой фасонных деталей являются:
· максимально плавные переходы;
· отсутствие неровностей на внутренней стенке трубы, препятствующих пропускной способности;
· возможностью обойтись без лишних сварочных, муфтовых, фланцевых соединений, которые не исключают риска потери герметичности.
ГК МеталлЭнергоХолдинг оказывает услугу – гибка труб толстостенных, для всех отраслей промышленности, в том числе для объектов повышенной опасности, подконтрольных Федеральной службе по экологическому, технологическому и атомному надзору.
Технология гибки труб толстостенных
Гибка труб толстостенных осуществляется на специальном оборудовании с нагревом металла трубы от 80 до1200°С – в зависимости от материала трубы и температуры перехода его в пластичное состояние.
Нагрев производится постепенно, не всей трубы, а определенного участка. На нагретую, пластичную зону направляется усилие, перпендикулярное оси трубы. Под действием усилия образуется изгиб. Оборудование настраивают на цикличное продвижение трубного проката, что обеспечивает последовательный нагрев стенок и трубы, и равномерно распределенное усилие гибки.
Чтобы заказать услугу гибка труб толстостенных, укажите: параметры трубы, длину изогнутого участка, угол изгиба (45, 60, 90,135° и другие), радиус кривизны (до 1, 5 м). Операция гибки может производиться на небольших отрезках, и на длинномерном изделии. Опытные специалисты компании рассчитают размеры заготовки, разработают технические режимы под заданные условия.
Оборудование для гибки толстостенных труб
В компании МеталлЭнергоХолдинг имеется современные 3-вальцевые трубогибочные комплексы с числовым программным управлением, и гидравлическим приводом. Программа под каждый проект позволяет достигать высокую точность гибки.
Для качественного, равномерного прогрева металла в процессе гибки труб толстостенных, используются токи высокой частоты, от индуктора. Быстро возникающее переменное магнитное поле сокращает период нагрева металла, что важно для сохранения механических свойств трубы. Технология обеспечивает гибку толстостенной трубы – без изменения размера сечения, и без смещения соосности.
Операторы, выполняющие гибку металла имеют достаточный опыт настройки и обслуживания трубогибочного оборудования. Специалисты прошли обучение и аттестованы на соответствие квалификации и компетенциям в области гибки трубного проката.
Заказать услугу – гибка труб толстостенных в ГК МеталлЭнергоХолдинг – по выгодной цене
Позвоните по телефону компании и закажите услугу гибка труб толстостенных в ГК МеталлЭнергоХолдинг. Важно выбрать трубу из стали – пластичной и стойкой к нагреву. Только тогда изогнутый участок трубопровода будет отвечать требованиям по надежности и герметичности.
У нас можно купить трубный прокат, технологичный к обработке на трубогибочном оборудовании – по цене производителя, без переплаты посреднику. В этом случае не надо: тратить время на поиск поставщика, использовать лишние материальные ресурсы на организацию перевозки заготовок для гибки, к месту ее проведения.
Гибка труб толстостенных в ГК МеталлЭнергоХолдинг – это качественное, по самой низкой цене изготовление гнутых трубных деталей. Организуем доставку готовой продукции во все регионы Российской Федерации.


Услуга гибки трубы на заводе-производителе ГК «МеталлЭнергоХолдинг»
Для выпуска фитингов применяется круглый трубный прокат, арочные металлоконструкции, декоративные элементы изготавливают из профиля любого сечения. Гибка трубы необходима при производстве радиаторов, нагревательного и климатического оборудования, спортивного и игрового инвентаря. С помощью ручного или механизированного гибочного оборудования удается изогнуть профиль под любым углом. Можно самостоятельно выполнить работы, но лучше обратиться к профессионалам.
Технологии гибки трубы
| Наименование | Описание |
| «Холодная» | Применяется для пластичных металлов (меди, алюминия, некоторых марок нержавейки). Профиль деформируется постепенно, без резких рывков. Стандартные углы — 30, 45, 60, 90°. |
| «Горячая» | Для повышения пластичности зоны сгиба заготовка перед механическим воздействием прогревается индукционными токами. Способ гибки зависит от особенностей металла, габаритных размеров сгибаемого проката. |
Этапы гнутья трубопроката
Подготовительный шаг включает разработку технического задания. В нем указывается тип, марка, размеры профиля, радиус осевой линии. Перед началом деформации заготовку очищают от загрязнений, удаляют следы ржавчины, смазки. Разметка ключевых точек и линий осуществляется маркером. Затем оператор станка приступает к работе.
Заготовка сгибается по заданному контуру, установленным отметкам. Пружинящие сплавы после механического воздействия в процессе гибки труб приходится слегка выпрямлять, чтобы добиться нужного угла поворота. Перед приемкой деталей обязательно проводятся контрольные замеры. Готовое металлоизделие заказчик получает только после проверки соответствия длин, углов.
Методы гибки труб из цветных металлов
Высокая пластичность профиля из цветмета сочетается с низкой предельной прочностью. При несоблюдении технологии возможно одностороннее растяжение и частичное сминание трубы в месте сгиба.
Гибка труб из меди, двухкомпонентных и многокомпонентных латуней осуществляется холодным и горячим методом с использованием наполнителей (смеси песка и канифоли). При заполнении заготовок удается получить нужный угол с постоянной толщиной стенки по всей длине деформируемого элемента.
Все способы обработки цветного трубопроката гнутьем предполагают учет:
- физико-механических характеристик цветных металлов,
- радиус деформации,
- толщину стенки и площадь сечения.
Для деформации алюминиевого проката применяют валковые механизмы. За счет откатывания и проталкивания происходит постепенное изменение угла отрезков. Твердые сплавы предварительно прогревают в месте сгиба, чтобы получить конструкции нужной формы. Титановые и никелевые сплавы желательно обрабатывать «горячим» методом, чтобы исключить деформацию тонких стенок профиля. Чаще всего используются механизмы арбалетного типа.
Виды трубогибочного оборудования
Стационарные станочные трубогибы нередко дополняются модулем индукционного нагрева. Переносные позволяют выполнять работы на частично собранных конструкциях.
Типы станков для гибочных работ по трубному прокату
| Название | Особенности | Сфера применения |
| Станок арбалетного перегиба | конструкция из боковых зажимных матриц и центрального поршня | трубный профиль небольшого диаметра |
| Ротационные ручные и приводные механизмы, автоматы с ЧПУ | матрица задает нужный угол гиба, валки деформируют профиль в нужном направлении | стальные толстостенные трубы большого диаметра, тонкостенный цветной и легированный прокат |
| Гибочно-растяжные машины с поворотным столом | изгибают трубы в трех плоскостях | все виды профиля |
Преимущество автоматов с модулем ЧПУ — точность получаемого контура. Заготовке может быть задан стандартный и произвольный угол, возможно сгибание профиля в скобу, изготовление деталей с уступом, имеется возможность сгибать трубы не в одной, а сразу с нескольких плоскостях.
Заказать гибку трубы по выгодной цене
ГК «МеталлЭнергоХолдинг» имея современное оснащение, оказывает широкий спектр услуг по производству деталей, конструкционных элементов из трубного бесшовного и электросварного проката круглого, прямоугольного, квадратного сечения, овальных и плоскоовальных труб. Можно заказать гибку трубы любого диаметра, с тонкой и толстой стенкой. Цена работ низкая, зависит от сложности выполняемых операций, рассчитывается по фактическим трудозатратам.
Остались вопросы? Уточнить информацию можно по телефону +375-82-003-210-437, электронной почте minsk@metatorg.ru.


Гибка труб на ЧПУ от компании МеталлЭнергоХолдинг
Гибка трубы на трубогибе с ЧПУ – это сложный технологический процесс, требующий наличие современной базы, высокоточного оборудования, технической подготовки рабочего персонала. ГК МеталлЭнергоХолдинг производит пространственное изгибание трубного проката заказчика на трубогибах с ЧПУ компании. Металлические заготовки можно приобрести непосредственно на сайте компании. Мы гарантируем высокое качество выполняемых работ, отсутствие складок на внутренних кромках. В качестве дополнительной услуги производим резку, сварку, горячее оцинкование нанесение порошкового, лакокрасочного покрытия, другие виды работ.
Гибка трубы на трубогибе с ЧПУ, предлагаемая услуга
ГК МеталлЭнергоХолдинг производит изгибание металлических труб круглого, квадратного, прямоугольного, других видов поперечного сечения на высокоточных трубогибочных станках с ЧПУ в любом объеме по выгодной цене.
Существует четыре основных способа изгибания металлической трубы:
| Наименование услуги | Четыре основные способа | Технологические особенности производственного процесса |
| Гибка трубы на трубогибе с ЧПУ | Намотка на ролик | Изгибание трубы производят с помощью специального высокопрочного ерша, сохраняющего пропускную способность внутренней полости. При использовании автоматизированных станков с ЧПУ погрешность составляет ±0,15 мм. |
| Проталкивание через неподвижные ролики | Трубу проталкивают между двумя подающими и несколькими отклоняющими роликами. Угол наклона зависит от расстояний между роликовыми механизмами. | |
| Применение сантехнического трубогиба | Внутреннюю полость трубы заполняют песком, после чего производят изгиб при помощи гидравлического пресса. Песок препятствует уменьшению внутренней полости изделия. | |
| Использование трехвалкового трубогиба | Устройство из трех валков с электрическим приводом позволяет согнуть трубу с радиусом в 300 мм и больше. |
Специалисты ГК МеталлЭнергоХолдинг производят пространственное изгибание стальных труб любого диаметра, с разной формой поперечного сечения. Высокоточные трубогибы с ЧПУ позволяют выполнять заказы любой сложности, сохраняя высокое качество работы, независимо от объема выполненных работ. Мы гарантируем отсутствие складок на внутренних стенках металлического профиля. Цена заказа обсуждается в каждом случае индивидуально.
Гибка трубы на трубогибе с ЧПУ, производственный процесс
Числовое программное управление трубогибочного станка позволяет заблаговременно ввести угол и радиус поворота трубы при пространственном изгибании. Это увеличивает точность производственного процесса, снижает человеческий фактор, допустимую погрешность.
Станки для изгибания труб могут быть автоматическими и полуавтоматическими, разница заключается в количестве технологических операций, производимых оборудованием без вмешательства человека.
Чем больше количество вводимых технологических параметров, тем выше точность выполненной технологической операции. Конструкцией автоматических станков предусмотрена автоматизированная смазка, настройка оборудования, удаление сбоев в программном обеспечении.
Гибка трубы на трубогибе с ЧПУ, сферы применения
Создание комфортных бытовых условий требует обустройство систем газопровода, водопровода, вентиляции, отопления, канализации. Для создания каждой из вышеперечисленных коммуникаций понадобится пространственное изгибание металлических труб под заданным углом, диаметром.
Закладка, строительство производственных сетей также требует наличие трубопроводов с разными углами изгибания. Это позволяет безопасно транспортировать воду, газ, технологические среды в жидком и газообразном состоянии в разных температурных режимах.
Качественно выполненная работа на автоматическом, полуавтоматическом трубогибе с ЧПУ улучшает эстетический вид системы коммуникации, снижает число сварочных и резьбовых соединений, увеличивает прочность, износостойкость конструкции в целом.
Технологические параметры выполненных работ соответствуют европейскому качеству, нормативной базе действующего законодательства на территории России, в соседних государствах.
Заказать, цена на гибку трубы стальной ЧПУ
Заказать гибку трубы на трубогибе с ЧПУ под любым углом в разной плоскости можно на сайте ГК МеталлЭнергоХолдинг. Команда специалистов располагает современным оборудованием высокой точности, принимает и своевременно выполняет заказы любой сложности. Цена гибки трубного проката зависит от сложности заданных технических требований, объема работ, дополнительных услуг по обработке металлопроката. Оставляйте заявку, менеджер свяжется с вами в ближайшее время. В качестве исходного сырья может быть металлический прокат заказчика или приобретенный в нашей компании.

Гибка арматурной стали по чертежам, разработка индивидуальных заказов
В процессах армирования бетонных конструкций часто применяют гнутую арматуру – такие элементы позволяют в разы увеличить механическую прочность и компенсировать различные нагрузки на основания.Для получения качественной гнутой арматуры, которая не потеряет своих первоначальных свойств, требуется наличие специального оборудования и навыков в работе. Поэтому для выполнения этой операции лучше всего обратиться к профессионалам.
Наше предложение
Компания МеталлЭнергоХолдинг предлагает клиентам услуги гибки арматуры любого вида и размера сечения. У нас вы можете изготовить элементы разного формата для строительных работ.
Виды гнутых элементов из арматуры
Мы выполняем изготовление следующих разновидностей гнутой арматуры:
- Скобы,
- Лягушки,
- Хомуты,
- Шпильки,
- Углы.
Назначение гнутых элементов арматуры
Скобы из арматуры
Производятся П-образной или U-образной формы. Они необходимы для связки арматурной сетки и для соединения торцов монолитных плит с другими элементами конструкции. Наличие таких скоб позволяет равномерно распределить нагрузки на основание и увеличить значение жесткости фундамента.
Лягушки из арматуры
Это пространственные арматурные изделия, использующиеся для поддержания верхней сетки фундамента. Являются закладной деталью и помогают повысить устойчивость всей конструкции арматурного каркаса.
Хомуты из арматурной стали
Изделия из гнутой арматуры квадратной или прямоугольной формы. Необходимы для связки стержней между собой и равномерного распределения поперечных нагрузок. Также, их наличие в конструкции фундамента не допускает диагонального трещинообразования.
Шпильки
Гнутые арматурные элементы различной формы, которые используют для соединения арматуры в нужном положении. Они применяются в процессах заливки фундамента или для создания железобетонных перекрытий.
Углы из арматуры
Изделия Г-образной формы для фиксации углов каркаса арматуры. Они позволяют не только качественно связать каркас из арматуры, но и компенсировать возможные нагрузки на фундамент, колонны или перекрытия.
Используемое оборудование
Для получения гнутой арматуры, специалисты компании МеталлЭнергоХолдинг используют современное ручное или механизированное оборудование. Это позволяет работать с арматурами следующих классов прочности по ГОСТ 5781:
- А-1 – арматура, изготовленная из стали марки Ст. 3
- A-2 – изделия из стали Ст. 5, либо Ст. 5 Гпс,
- А-3 – металлические стержни из стали 10Г, 12ГС или других низколегированных марок,
- А-4 – арматура из стали 25Г2С, 30 ГС с высоким уровнем прочности.
Мы работаем с рифленой или гладкой арматурой круглого, квадратного или периодического профиля толщиной от 6 мм до 40 мм.
Возможно производство любого типа и размера по чертежам заказчика за короткие сроки с гарантией качества.
Как оформить заказ на гибку арматуры
Уточнить все подробности и оформить заказ на производство гнутых элементов из арматуры по выгодным ценам вы можете по телефону, позвонив нашим менеджерам или через обращение по электронной почте.
Осуществляется доставка транспортными компаниями в любые регионы. Возможны удобные способы оплаты как для частных клиентов, так и для крупных компаний.


Изготовления конических обечаек
Обечайки в виде полого усеченного конуса применяют в металлоконструкциях в качестве сборочного элемента. Изделие имеет форму тела вращения, со стенками из металла одинаковой толщины по всей площади. Поперечное сечение имеет форму кольца, с изменяющимся размером диаметра по всей длине. С одного конца обечайки размер диаметра имеет наименьшее значение (вершина конуса), с противоположного – наибольшее (основание).
ГК МеталлЭнергоХолдинг принимает заказы на изготовление конических обечаек типовых размеров и по техническим заданиям заказчика, из материала, отвечающего техническим требованиям проекта, по цене производителя.
Возможности производства
В МеталлЭнергоХолдинг можно заказать обечайку коническую, с формообразованием произведенным по технологии:
· вальцовки – холодным и горячим способом;
· холодной штамповки;
· литья в форму.
Сформированный полуфабрикат замыкают в готовое коническое изделие – свариванием продольного шва или вальцовкой.
Таблица 1. Параметры выпускаемых конических обечаек
| Внутренний диаметр (Ø) сечения конуса, мм | Толщина стенок обечайки, мм | Длина изделия по образующей конуса мм |
| от 130 | до 40 | max 3000 |
Заявленные размеры обеспечивает современное технологическое оборудование производителя. Одновременно можно заказать:
· термическую обработку, с целью повышения технологических и механических свойств;
· механическую обработку кромок торцов: под сварку, клепание или фланцевый зажим;
· врезку технологических отверстий под установку штуцеров, отводов, лючков – с учетом правил размещения, согласно ГОСТ 34347-20174.
По требованию заказчика проводим цинкование, окрашивание, нанесение полимерных и порошковых покрытий.
Этапы изготовления
Технология производства включает следующие этапы:
1. Раскрой заготовки из листового проката – выполняется на оборудовании с числовым программным управлением, с функцией плазменной резки. В зависимости от технологии формирования обечайки и ее размеров – выкраивается цельная заготовка или несколько элементов. Максимальный размер изделий из цельно вырезанной[СЕ1] заготовки: Ø – 3 800 мм, высота, при вертикальной установке – 3000 мм. Такие размеры возможны из проката, произведенного по спецзаказу.
2. Соединение элементов в единую заготовку, площадью соответствующую заданному размеру поверхности готового изделия. Производится электродуговой ручной или полуавтоматной сваркой под флюсом, или в среде защитных газов. Выбор сварочной технологии обусловлен свойствами свариваемого материала.
3. Формообразование из заготовки конуса по технологии, наиболее подходящей для достижения необходимых параметров готового изделия.
4. Выполнение замыкающего соединения.
5. Обработка поверхностей и кромок в соответствии с условиями заказа.
На каждом этапе осуществляется контроль качества. Производятся замеры заготовки и готового изделия. Сварные соединения исследуются с применением радиографии и ультразвукового метода.
Способы формообразования конической обечайки
Вальцовка и штамповка являются наиболее технологичными и экономичными технологиями в производстве конических обечаек. Способы отличаются по виду применяемого оборудования и по размерам выпускаемых изделий.
Таблица 2. Описание способов формообразования.
| Описание процесса | Особенности формообразования по основным параметрам |
| Холодная штамповка | |
| Оборудование – гидравлический пресс. Заготовку точечно выштамповывают, до получения заданного радиуса закругления плоского листа – до формы конуса. Метод обеспечивает ровность поверхности и равномерность толщины стенок. В качестве технологической оснастки применяются наборы пуансонов – по типоразмерам. Для предотвращения перехода плавной линии закругления в угол, используются опорные кольца. | Метод не ограничивает: min Ø вершины конуса; max Ø основания при заготовке из секционных сегментов; min размер толщины металла; min высоту конической обечайки. При холодной штамповке: min Ø основания – 120 мм (возможности пресса); max толщина стенки – 20 мм (ограничено усилием пресса). |
| Холодная вальцовка | |
| Оборудование – специальный листогибочный станок, представляющий собой вальцы, с упорным роликом. Ролик предохраняет от продольного сдвига при прокатке. Конус формируется прокаткой листовой заготовки через вальцы, с одновременным, раскатывающим усилием вертикального валка. Обеспечение равномерного радиуса закругления по всей поверхности и обеспечение сечения без эллипсности, осуществляют оправками соответствующего размера. | Метод не ограничивает: max Ø при заготовке из секционных сегментов; min размер толщины металла; min высоту. Возможности оборудования: изготовление изделий Ø от130 мм (размер верхнего валка); max толщина металла стенки – 40 мм (ограничение по пределу прочности валка); max высота – 3000 мм (нормирование длины, образующей конуса – по ширине валков листогибочного станка). |
Вальцовка с предварительным прогревом заготовки применяется при изготовлении конических обечаек из материала, имеющего склонность к образованию трещин при холодном деформировании.
Материал
К материалу для изготовления конических обечаек применяются требования по свариваемости, стойкости к образованию трещин и изломов при пластических деформациях, способности предотвращения растрескивания прогревом. Большинство обечаек производят из горячекатаного, термически обработанного стального проката.
Таблица 3. Марки сталей
| Классификация | Марки |
| Углеродистые | Ст3, 20, 20К |
| Низколегированные | 17Г1С, 09Г2С, 12ХМ, 15ХМ, 10Г2ФБЮ, 12Х1МФ |
| Легированные | 13ХФА и др. |
| Нержавеющие | 08Х18Н10Т, 10Х17Н13М2Т, 12Х18Н10Т, 20Х23Н17 и др. |
| Нержавеющие, в зарубежной классификации | AISI 304, AISI 316, AISI 321 |
МеталлЭнергоХолдинг имеет опыт изготовления обечаек в форме конуса из цветных металлов.
Сфера применения
Конические обечайки используют в производстве емкостного оборудования: резервуаров, силосов, сосудов, работающих под давлением. Их применяют при изготовлении: бункеров для хранения сыпучих веществ, с механизированным люком для насыпания, улавливателей пыли на дробеметных установках, деталей вентиляции и водостоков, обеспечивающих переход от труб большего размера к меньшему.
Чтобы оформить заказ на изготовление конической обечайки – позвоните по телефону МеталлЭнергоХолдинг, или напишите на электронный адрес компании. Закажите расчет цены. Наши цены успешно конкурируют на рынке производителей металлоконструкций, по причине собственного производства и наличия современного технологического оборудования. Осуществляем доставку.



Прессовая гибка листового металла в профиль
Производственные предприятия группы компаний МеталлЭнергоХолдинг предлагает недорогие услуги по изготовлению изделий и заготовок из металлического листа с применением прессового сгибания. Под понятием гибки подразумевается процесс изменения формы листового металла путем штамповки, формовки и прессования.
Мощность пресса позволяет обрабатывать горячекатаную сталь толщиной до 25 мм и оптимизировать процесс изготовления изделия, уменьшив объемы сварочных работ. Заготовка будет прочнее и дешевле из-за отсутствия сварочных швов. Оформив заказ, вы получите изделие высокой точности обработки не зависимо от длины, толщины и веса исходного листа. Работа выполняется, как из материала заказчика, так и исполнителя.
Виды прессов
Для гибки листового металла на предприятии есть гидравлические и электромеханические прессами. Гидропресс мощнее, поэтому его используют для обработки материалов большой толщины. Оборудование с электроприводом слабее, но работая в программируемом режиме и способно обеспечить самый высокий уровень точности.
Средние производственные характеристики прессов приведены в таблице.
| Параметр | Показатель | |
| Гидропресс | Электромеханический пресс | |
| Мощность оборудования, тонн | 2000 | 180 |
| Длина сгибаемого листа, м | 14 | 6 |
| Ширина зева, м | 2 | 1,5 |
| Толщина металла, мм | до 25 | до 15 |
| Ход рабочего инструмента, мм | 250 | 200 |
| Расстояние до стола, мм | 975 | 510 |
| Скорость опускания, мм/сек | 70 | 80 |
| Рабочая скорость, мм/сек | до 8 | до 10 |
| Ширина стола, мм | 550 | 450 |

Выбор пресса зависит от размеров и других параметров листового материала. В таблице приведены примерные данные для обработки легированных сталей. Мягкие цветные металлы обрабатывать проще и быстрее.
Технология гибки листового металла
Существует два способа сгибания металлических листов – в упор и воздушный. В первом случае гибка листа осуществляется путем спуска пуансона в матрицу до упора. В результате формование угла соответствует форме этих элементов. Применение этой методики требует, чтобы для каждой формы изгиба и толщины металла имелся определенный комплект инструментария. Это приводит к дополнительным затратам и увеличению стоимости услуг.
В процессе воздушной гибки опускание пуансона в матрицу выполняется на точно заданную глубину. При этом верхний и нижний инструмент не касаются друг друга. В результате нет необходимости иметь радиус пуансона и угол матрицы такими, как в готовой детали. Инструмент для воздушной гибки является универсальным, работа стоит дешевле и выполняется быстрее. Однако точность изготовления изделий будет немного ниже.
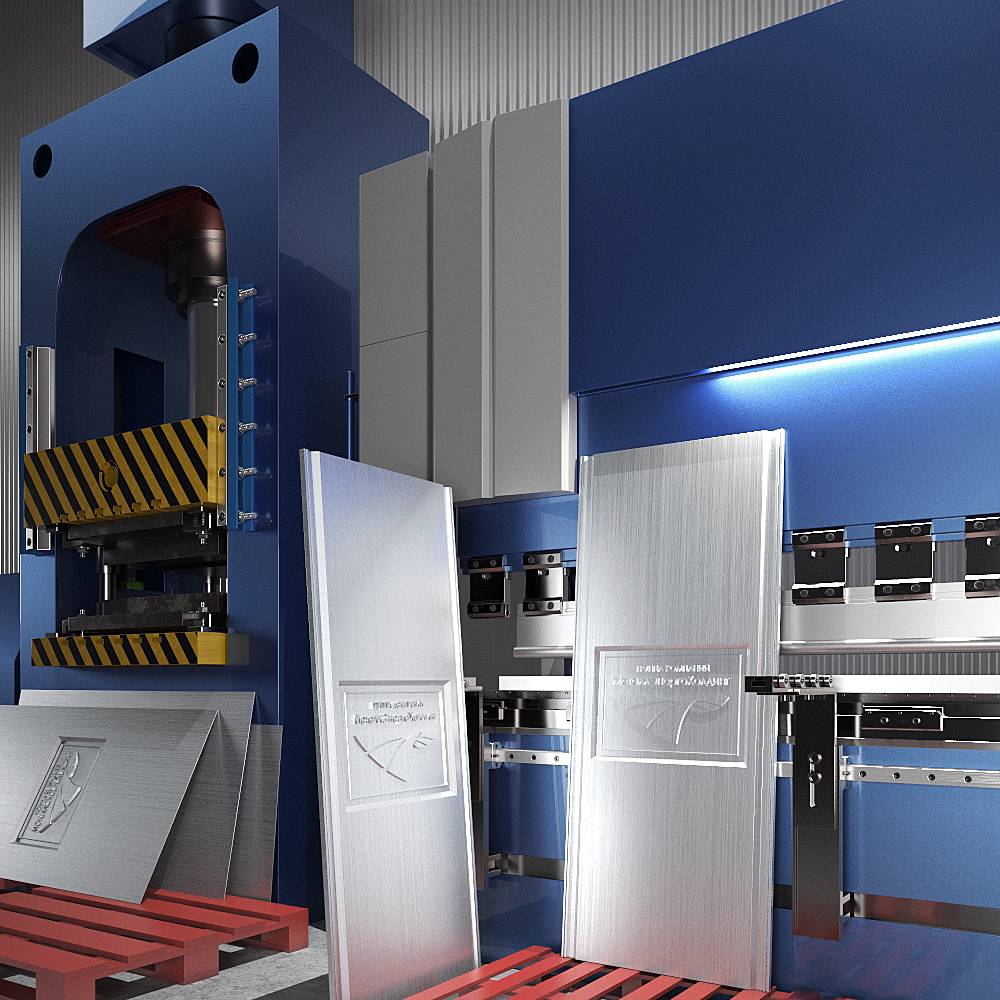

Цилиндрические обечайки из различных сталей
Цилиндрические обечайки применяются в качестве основы для сосудов и аппаратов, а также разнообразных емкостей и резервуаров. Группа компаний «МеталлЭнергоХолдинг» предлагает изготовленные из стали разнообразной маркировки изделия, соответствующие нормам ГОСТ. Заказные размеры, проектирование под различные нужды, доставка и приемлемое ценообразование предлагается поставщиком для каждого клиента.
Основные понятие и нормы
Обечайка представляет собой цилиндрическую конструкцию из стали различной толщины, полую внутри с незаглушенными торцами, на место которых привариваются днища разной геометрии (плоские, сферические, конусообразные). Чаще всего в сечении обечайка имеет круг, однако при необходимости изготавливаются квадратные, треугольные изделия. Методика изготовления – холодная вальцовка, с подогревом, либо литьем с последующей сваркой. В качестве основополагающих регламентных документов при производстве используются следующие:
| ГОСТ | Область применения |
| 34347-2017 | Компоненты сосудов и аппаратов |
| 25215-82 | Расчеты на прочность для изделия высокого давления |
| 34233.11-2017 | Расчет на прочность при угловатости и некруглости, а также смещении сварных соединений |
| 26202-84 | Расчеты на прочность при воздействии опорных нагрузок |
Благодаря соблюдению норм, регламентируемых вышеуказанными документами, поставщик предлагает к реализации конструкции высокого качества, из различных материалов, соответствующих по механическим и физическим показателям, а также климатическим условиям использования тем, что представлены в техническом задании заказчика.
Используемые материалы
Основа конструкции – сталь различных марок. Если сталь не склонна к образованию дефектов вроде трещин при холодной обработке, применяется холодная деформация. Для иных материалов могут применять горячую вальцовку. В зависимости от потребностей заказчика могут применяться составы и сплавы, регламентируемые отечественными нормами (ГОСТ, ТУ), либо соответствующие по характеристикам общемировым стандартам (AISI, DIN EN).
Так поставщик предлагает стали углеродистые и низколегированные, таких марок как Ст3 или 09Г2С. Нередко применяются жаропрочные сплавы или материалы с высокой устойчивостью к воздействию коррозии – 08Х18Н10Т или 20Х23Н17. Если же заказчику в обязательном порядке необходим материал, соответствующий по показателям и характеристикам американским или европейским стандартам, отбираются стали AISI 304 или AISI 321. В любом случае предлагают тот сплав, который подходит по своим свойствам для конкретного изделия. В случае необходимости персонал поставщика поможет с корректным выбором.
Заготовки для обечаек
Изделия выполняются из цельной заготовки, либо собранной и сваренной из двух или трех частей. Если изготавливается обечайка из цельной заготовки – она имеет пределы по максимальным размерам. Ограничение сводится к выбранному стальному листу, который по ширине имеет не более 2 м, а длине до 6 м. При этом заказчику могут потребоваться более габаритные конструкции, которые изготавливаются сварным методом. Гарантия качества при этом не меньшая, чем у цельнозаготовочных изделий.
Обечайка изготавливается как минимум с одним продольным сварочным швом хорошего качества. При этом применяется дуговая сварка автоматического типа под флюсом, либо механизированный тип операции, проводимый в защитном газе. После всех сварочных работ в обязательном порядке каждое изделие проверяется на соответствие нормам по качеству и надежности:
- проводится визуальный осмотр;
- используется ультразвуковая диагностика для проверки качества стенок и швов;
- нередко используется радиографический контроль для особо ответственных конструкций.
Если того требует заказчик, могут применяться иные контрольные мероприятия. Соответствие нормам не только по материалам и изготовлению, но и по тестам, проводимым над готовыми изделиями, позволяет сохранять качество производимой продукции на должном уровне.
Особенности обработки
Для вальцовки стального листа используется от трех рабочих валков. Именно посредством этих инструментов листу любой толщины придают свернутый вид, после чего его сваривают одним швом. Минимальный внутренний диаметр обечайки составляет не менее 130 мм, при этом максимальный диаметр не ограничивается – все зависит от применяемого метода сварки. Толщина стального листа, обрабатываемого на валках составляет не более 40 мм.
После создания цилиндрической заготовки она может подвергаться дополнительной обработке. Так поставщик предлагает термообработку готового изделия для придания обечайке нужных механических характеристик. Также возможны проведения механических работ – обработка торцов под приварку днищ, либо корпуса под размещение штуцеров или иных вспомогательных элементов для будущей конструкции (сосуд или резервуар).
Поставщик
ГК «МеталлЭнергоХолдинг» обладает необходимыми мощностями, запасом материалов и нужной квалификацией персонала для проведения всех работ по изготовлению качественной обечайки. Поставщик предлагает комплексный подход в обслуживании клиентов с запросами и технологическими заданиями любой сложности. Стандартизированные или заказные цилиндрические обечайки заказать и купить можно у одного из ведущих представителей отрасли, по приемлемым ценам с гарантией качества и соблюдением всех норм отечественного или международного характера.


Гибка листового металла, черные стали, нержавеющие, алюминий, оцинковка
На сайте компании можно заказать гибку листового металла по лучшей цене.Чтобы получить консультацию, обращайтесь к менеджеру по телефону или через сайт.
Услуги гибки листа от Группы Компаний МеталлЭнергоХолдинг проводятся на высокотехнологичном, современном оборудовании с применением инновационной технологии.
Основные технические характеристики на гибку листа от нашего производства
Гибка листового металла — сложная, востребованная операция деформирования. Отличительной чертой является небольшая энергоемкость.Сочетается гибка с операциями штамповки листа. Чтобы получить многомерную деталь, используют штампы на несколько переходов.
Чтобы получить уникальную конструкцию по форме и размеру используется современная технология гибки за счет энергии взрыва. Оборудование и гибочные машины отличаются возможностью снижения скорости деформации, увеличенным размером штампового пространства.
Достоинства гибки металла на ЧПУ
К основным преимуществам гибки металла относят:- Получение в итоге бесшовной конструкции К обработке подходят все виды стальных материалов
- Отсутствует вероятность дефекта
- Получение высококачественной детали при эстетическом внешнем виде
- Экономичность по временным срокам за счет автоматизации всего процесса
- После гибки остается высокий срок использования готового изделия, без потери характеристик прочности
- Гибка листа стального, цена будет максимально выгодной
- Технология процесса позволяет получать одинаковые детали в больших объемах.
Услуги гибки листового металла проходит в несколько этапов:
- Анализирование конструкции
- Расчет работы процесса и общего усилия
- Подбор и разработка чертежа исходной заготовки по типоразмеру
- Проект технологической оснастки
- Анализ возможностей сырья.
- Здесь проводится проверка способности металла, сопоставление результата с уровнем напряжения гибки.
- Для металла и сплава с минимальной пластичностью такой этап делится на несколько переходов.
Заказать услуги гибки листа ( металлического )
Гибка листового металла цена, которой только у нас всегда выгодная, предоставляется в течении уже нескольких лет.Благодаря высокой квалификации персонала весь процесс проходит на высоком уровне с получением результата идеального качества.
Стоимость услуги зависеть от толщины листа, количества изгибаемых деталей.
Работа проводится с крупными производственными предприятиями, мелкими организациями и частными лицами.

Услуги гибки от завода ГК «МеталлЭнергоХолдинг»
ГК «МеталлЭнергоХолдинг» предлагает услуги гибки металла, изготовления изделий по размерам заказчика. Работаем с металлом заказчика, используем металлопрокат собственного производства. Возможна доставка готовых изделий нашим автотранспортом, транспортными компаниями, самовывозом. Чтобы сделать заявку или уточнить порядок оплаты и условия доставки, обратитесь к нашему менеджеру.
Технология гибки металла
Гибкой металла называется процесс преобразования заготовки с целью придания ей заданной формы. Основным преимуществом операции является отсутствие сварного шва, который часто является самым уязвимым по прочности местом детали. Гибке поддаются изделия из стали, цветных металлов и сплавов, за исключением некоторых видов металлов, обладающих хрупкостью. Применение технологии обеспечивает высокую геометрическую форму изделий.
Обработка заготовок производится двумя способами. Горячий — с нагревом металла. При большом радиусе изгиба возникают внутренние напряжения, которые приводят к повреждению металла. При нагреве металла он становится более пластичным, что позволяет получать идеально ровный изгиб нужного радиуса. Холодный выполняется при обычной температуре. Более экономически выгодный, он применяется для гибки заготовок из цветных металлов, обладающих высокой пластичностью.

Для изменения формы заготовок используются гибочные станки с ЧПУ, гидравлические прессы, вальцы, трубогибы. Основные параметры полуфабрикатов приведены в таблице, уточнить прочие можно у нашего менеджера.
Заготовки для гибочных работ
|
Тип заготовки |
Геометрические параметры |
| Лист стальной | толщина от 5,5 до 2,5 мм |
| Лист алюминиевый | толщина от 2 до 5 мм |
| Лист нержавеющий | толщина от 1 до 6 мм |
| Профильная труба | сечение от 20×20 до 100×100 мм |
| Круглая труба | диаметр от 20 до 150 мм |
| Стальной уголок | размеры полок от 50×50 до 100×100 мм |
| Швеллер стальной | от № 10 до № 24 |
| Двутавр стальной | от № 10 до № 20 |
Особенности гнутья
Стоимость операций гибки рассчитывается индивидуально для каждого проекта — на нее влияют такие параметры:
- Металл. У нас можно заказать гибку заготовок из углеродистой и коррозионно-стойкой стали, меди, алюминия. Работаем с материалом заказчика или используем черный и цветной прокат собственного производства.
- Размеры и вид заготовок. Принимаем заказы на гибку листового проката, толстостенной и тонкостенной трубы, арматуры, проволоки, прутка, профиля, а также на изготовление цилиндрических и конических обечаек, полусфер, шаров, гибку труб в плоскую спираль или под радиус.
- Объем и срочность заказа. У нас можно заказать изготовление штучных изделий или серийное производство металлоизделий. Современное оборудование с программным управлением, которым оснащено наше производство, позволяет нам выполнять заказы любого объемы точно в оговоренные сроки.
Размеченную деталь для обратного инжиниринга можно отправить нам курьерской доставкой. Специалисты ГК «МеталлЭнергоХолдинг» ознакомятся с исходной документацией, подготовят и озвучат коммерческое предложение. После согласования стоимости и рабочих вопросов приступаем к работе: составляем техническое задание, создаем рабочие чертежи деталей. Затем выполняются работы по гибке металла в соответствии с утвержденным проектом. Готовые изделия упаковываются и отправляются заказчику выбранным способом — нашим автотранспортом или транспортной компанией.
Как происходит гибка листовой стали, пример услуги мы показываем вам на видео
Заказать услуги гибки по выгодной цене
Чтобы подать заявку, позвоните по телефону +375-82-003-210-437 или сделайте заказ с помощью электронной формы на сайте. Чертежи, 3D-модели деталей или дизайн-проект отправляйте нам на электронную почту minsk@metatorg.ru. Наш специалист уточнит детали заказа, сориентирует по срокам выполнения, цене гибочных работ, расскажет о скидках и выгодных предложениях, подробно ответит на все возникшие вопросы.
